

二、工序能力分析法
在质量管理过程中,影响工序质量的因素主要包括:人(Man)、机器(Machine)、原料(Material)、方法(Method)和环境(Environment),简称4M1E。在上述工序质量影响因素的综合作用下,产品批量生产时质量特性总存在着差异,这种差异被称为产品的质量波动。
影响质量的因素可以分为两大类:偶然性因素和系统性因素。偶然性因素影响的大小和方向是随机的,对产品质量影响较小,因这些因素而产生的产品质量的波动属于正常波动;系统性因素则会引起产品质量的较大波动,致使制造过程处于非稳定状态或非统计控制状态。
(一)直方图
加工产品的质量波动是客观存在的,并且这种波动在一定条件下形成一定的规律。在全面质量管理中,人们常用直方图来整理数据,描述质量特性数据分布状态,观察产品的质量波动,从而了解工序质量的分布规律。
绘制直方图,要经过以下几个步骤:
(1)收集数据。针对所需检验的产品的质量特性,随机地抽取一定数量N的质量特性数据,N通常大于等于50,数据按先后顺序排列。
(2)找出数据中的最大值和最小值,计算极差。数据中的最大值和最小值分别用Xmax和Xmin。表示,极差用R表示。
R=Xmax-Xmin
(3)确定组数。组数用K表示,K与数据量成正比,由于正态分布为对称型,故常取K为奇数。
(4)求组距h。组距即组与组之间的间隔,等于极差除以组数,即:
h=(Xmax-Xmin)/K=R/K
(5)确定组界。通常从最小值开始,先把最小值放在第一组的中间位置上,然后依据组距依次排列。组界为:
(Xmin-h/2)~(Xmin+h/2)
(6)统计各组频数。
(7)绘制直方图。以分组序号为横坐标,以频数为纵坐标,绘制直方图(如图5―4)。

(二)工序能力指数
工序能力是指工序在一定的时间内,处于稳定状态下加工产品质量正常波动的幅度。它以质量特性值分布的六倍标准差来表示,记为6σ。在生产过程中产品质量特性服从正态分布,依据正态分布的特性,6σ值越小,工序能力就越强。
工序能力指数是指某一工序的工序能力满足质量要求的程度,用Cp表示。即
Cp=T/6σ(公式中T代表公差,σ代表总体标准偏差)
计算工序能力指数是在假设工序质量特征值服从正态分布,即x~N (μ,σ2)。
1.双侧公差工序能力指数计算
设工序公差为T,公差上限和下限分别为Tu和TL,公差中心为Tm,样本标准偏差为δ。若工序总体均值或工序分布中心与公差中心重合,即
![]()
则这种状态被称为工序无偏;反之,则称为工序有偏。
(1) 当工序无偏时,则

【例】某部件加工时,设计尺寸为12 mm(误差为+0.015,-0.025),通过随机抽样,经计算已知:样本平均值和公差中心重合,δ=0.006 7 mm,求该工序能力指数Cp。
解 (2) 当工序有偏时,工序能力指数用Cpk表示,引人偏移量δ和偏移系数k,则

则有

2.单侧公差工序能力指数计算
某些工序只娄求控制单项公差,如清洁度、噪音、杂质含量等,仅需控制公差上限,其下限为零:而材料的强度、零件的寿命等则要求控制公差下限,上限可认为是无限大。分别用Cpu和CpL代表公差上限和下限,则

3.工序能力指数的判断与处置
工序的质量水平按C,值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置。通常采用如表5―1所示的工序能力指数判断标准。


考试交流区报名时间交流群(点击加入QQ群可快速加群交流成绩查询相关信息我们会及时在群里通知):
 (群:569977370)
(群:569977370)
温馨提示:有任何报考及考试相关疑问,可添加网校专业老师个人微信号“edu24olxu”咨询。!考生可下载手机APP,随时掌握考试资讯!

扫一扫上面的二维码,添加老师个人微信号,所有课程八折开通
相关文章
如果本站所转载内容不慎侵犯了您的权益,请与我们联系
 ,我们将会及时处理。如转载本站内容,请注明来源:经济师考试网(jjsexam.COM)。
,我们将会及时处理。如转载本站内容,请注明来源:经济师考试网(jjsexam.COM)。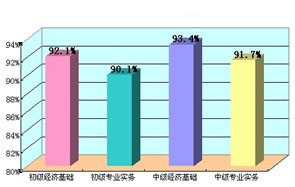
环球网校经济师历年通过率比较
 刘艳霞老师 |
刘艳霞老师:会计师、注册会计师。环球职业教育在线会计职称、注册税务师、注册会计师、会计从业、经济师等课程辅导专家。...[详细] |
 胡艳君老师 |
胡艳君老师,上海财经大学经济学博士。任职于北京某高校经济学类、管理学类的辅导老师。...[详细] |