

厂址选择的方法:因素评分法(非定量的因素十分有效)、重心法(考虑生产中的运输成本,可使主要原材料或货物总运量距离最小;重心的坐标X值=各地X值与各地运量乘积的和/各地运量之和、重心的坐标Y值=各地Y值与各地运量乘积的和/各地运量之和)、投资费用比较法、积点法、位置度量法、盈亏平衡点法、线性规划法、分支界限法、引力模型法、直接推断法等方法。
生产过程空间组织的原则:(1)有利于企业内各项生产活动的正常进行,提高经济效益。(2)有利于安全生产保证,有利于职工的身心健康,满足“三废”处理要求。(3)有利于合理利用空间,防止浪费,减少运输空间。
生产过程空间组织的形式:工艺专业化布置(产品品种适应性强,设备与面积便于利用,负荷系数高,利于提高工人技术熟练程度)、对象专业化布置(以产品(或零件、部件)为对象;封闭式车间,生产线;缩短路线节约人力、缩短周期、简化工作、提高劳动生产率)、混合式布置(最常见)、固定布置(体积重量大、难以移动的产品;大型建设项目)。
(三)生产过程的时间组织(顺序移动方式、平行移动方式、平行顺序移动方式)
顺序移动方式原理:一批零件经多道工序加工时,在上道工序全部加工完成后,再统一搬运到下道工序去加工的方式。按次序连续地整批运送,不停顿,搬运次数少,生产周期长。
顺序移动方式科学计算:生产周期=批量×所有工序单件工时之和
平行移动方式原理:一批零件中的每个零件在上道工序加工完成后,马上移到下道工序去加工,由此形成一批零件中的每个零件在各道工序上平行地进行加工。生产周期达到最短,时干时停,对设备运转不利,运输次数多。
平行移动方式科学计算:生产周期=所有工序单件工时之和+(批量-1) ×最长工序单件工时
平行顺序移动方式原理:顺序移动方式和平行移动方式结合。后道工序时间比前道长,则前道往后道按件运送;当后道工序比前道短,后道最后一个零件只能等到前道所有零件加工完后开工,则后道第一个零件时间可从最后一个零件时间依次向前倒推。
平行顺序移动方式科学计算:生产周期=所有工序单件工时之和+(批量-1) ×(较大时间之和-较短时间之和) 或 生产周期=批量×所有工序单件工时之和-(批量-1) ×较短时间之和
选择:顺序移动方式――单件小批,工序劳动量不大,重量较轻的零件,工艺专业化;平行移动方式或平行顺序移动方式――大量大批,组织流水线生产,生产任务急,工序劳动量大,重量很重的零件,对象专业化;如果改变加工对象时,不需调整设备或调整设备所需时间很少时,宜采用平行移动方式。
(四)生产过程组织的具体形式(生产线、流水线和自动线)
生产线组织:生产线是产品生产过程所经过的路线,即从原料进人生产现场开始,经过加工、运送、装配、检验等一系列生产活动所构成的路线(狭义:对象专业化)。按范围大小分为产品生产线和零部件生产线,按节奏快慢分为流水生产线和非流水生产线,按自动化程度分为自动化生产线和非自动化生产线。
流水生产线组织:流水生产线是指加工对象连续不断地像流水似的,按既定的工艺顺序,以规定的节拍通过各道工序的加工。特征――连续性、比例性、平等性和节奏性:生产率较高;封闭加工,生产能力符合比例性要求;顺序排列,紧密衔接,单向流动,运输距离短,连续性好;生产率大体相等,接近于节拍或成整数比。分类:按加工对象的移动方式来分,可分为固定流水线和移动流水线。按流水线生产对象的种数分,有单对象流水线和多对象流水线。按加工对象的轮换方式,有不变流水线、可变流水线和成组流水线等形式。按生产过程的连续程度,有连续流水线和间断流水线之分。按流水线的节奏性来衡量,有强制节拍流水线、自由节拍流水线和粗略节拍流水线之分。条件:产品结构和工艺要相对稳定,产量要足够大,工艺能同期化,产面积容纳得下。


考试交流区报名时间交流群(点击加入QQ群可快速加群交流成绩查询相关信息我们会及时在群里通知):
 (群:569977370)
(群:569977370)
温馨提示:有任何报考及考试相关疑问,可添加网校专业老师个人微信号“edu24olxu”咨询。!考生可下载手机APP,随时掌握考试资讯!

扫一扫上面的二维码,添加老师个人微信号,所有课程八折开通
相关文章
如果本站所转载内容不慎侵犯了您的权益,请与我们联系
 ,我们将会及时处理。如转载本站内容,请注明来源:经济师考试网(jjsexam.COM)。
,我们将会及时处理。如转载本站内容,请注明来源:经济师考试网(jjsexam.COM)。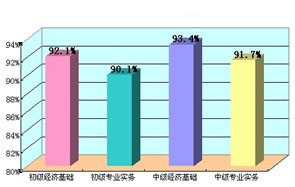
环球网校经济师历年通过率比较
 刘艳霞老师 |
刘艳霞老师:会计师、注册会计师。环球职业教育在线会计职称、注册税务师、注册会计师、会计从业、经济师等课程辅导专家。...[详细] |
 胡艳君老师 |
胡艳君老师,上海财经大学经济学博士。任职于北京某高校经济学类、管理学类的辅导老师。...[详细] |